欢迎进入湖南诺立新材料有限公司官方网站!
免费样品热线

0731-28212421
135-7423-6252

免费样品
技术服务


公司地址:湖南省株洲市天元区黄河北路中小企 业促进园A1-2栋
国内销售:+86-731-28212421
售后服务:18973370053
海外业务一部:+86-731-28212146
海外业务二部:+86-731-28212147
邮 箱: jack@nolifrit.com
免费样品
技术服务






诺立公众号

公司概括

新闻中心
为什么搪瓷制品会出现裂纹和线纹
搪瓷制品烧成后瓷层出现的裂隙我们称为裂纹;瓷层开裂处烧成时虽熔合,但仍留有痕迹称为线纹。线纹常出现在器皿的身部和底部。其他形成纹路的缺陷也归类于此。
1.裂纹
在日用搪瓷制品上裂纹常出现在应力集中的边部,边部裂纹有三种:垂直于边部的称为直裂;平行于边部的称为横裂;圆环形的称为圆裂。产生原因有以下几个方面:
①边釉浆可溶盐过多、边釉浆研磨过细,储存时间过长。
②边釉浆混有垃圾。
③铁坯边部强度差。
④铁坯焊接不平服或焊点距离过大。
⑤底釉坯边边部有泡孔或烧成不足。
⑥瓷层过厚、反复烧成、加速冷却。
⑦整形温度过低、整形操作不当。
⑧产品存放时重叠过多、边部碰伤、撬伤。
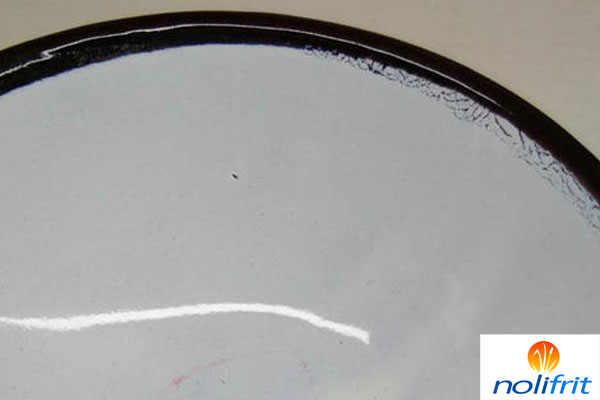
2.线纹
未破坏瓷层的完整,但对产品美观的影响很大。主要形式有:黑线纹(露底釉)、白线纹(不露底釉)、菊花印、螺旋纹和花映光纹路。产生的原因主要有以下几个方面:
①釉浆研磨过细、可溶盐类过多。
②粉层强度小。涂层过厚。
③湿分坯干燥太快、烧成太急。
④干粉坯被碰伤、捏伤、打印用力过大(菊花印)。
⑤半成品被压伤、碰伤、撬伤。
⑥焊接件用料与坯身搭配不当(螺旋纹)(预防措施:点焊的产品配件钢板要比坯身薄一号,碰焊的产品配件钢板要比坯身厚一号)。
⑦饰花釉不够软或重叠过多(花纹路、映光纹路)。
3.烧缩
又称“拉裂”,是大型的裂纹。烧成从干粉层裂纹处收缩卷起露出底釉或金属。烧缩的原因主要有以下几个方面:
①釉浆中黏土质量差或用量不足。
②釉浆研磨过细(预防措施:磨加尿素)。
③釉浆过稠。
④坯体脱脂不干净或底釉层表面有油污。
⑤坯体沟槽、凹角积粉过多(多见于铸铁网、烤板)。
⑥干粉层强度差,受震动出现裂纹(预防措施:磨加铝酸钠)。
⑦烘干时骤然进入温度过高的区域。
4.橘皮皱
瓷层表面橘皮状的不规则皱纹。产生橘皮皱的原因主要有以下几个方面:
①瓷釉表面张力大,黏度大。
②喷涂时气压过大。
③釉浆颗粒太粗。涂搪太厚。
④存储时间久的釉浆粗颗粒下沉。
⑤面釉烧成炉温过高。
5.冷架印
烧成前粉坯在烧架上不规则移动造成划痕。其形成原因主要有以下两个方面:
①摆架时动作不稳。
②摆架后运行不稳。
6.工具痕
多见于箱式炉,烧成后瓷层尚未凝固被铁叉碰到凹槽,瓷层未凝固即整形容易出现整形工具痕。
来源:湖南诺立。